Part 2 – The Factory Tour
It was Thursday, the day we had been waiting for and the real reason we had come all this way to Utah. Today we were going to have an in-depth tour of the factory and would get to hear two Wilsons I have not heard before (and very few people in the world have). The new Alexia 2 and the much talked about flagship WAMM speakers.
We woke up early at 7am for breakfast. There was a real buzz in the air, everyone was curious as to whether the WAMMs were going to live up to their extremely high billing. I will be discussing the listening session in part 3 of this blog, but first I will be go into the process of how a Wilson speaker is manufactured.
We finished up breakfast and a bus took us from our hotel in Salt Lake City back to the Wilson factory again.
We were greeted by Korbin Vaughan, the Chief Operating Officer in charge of the production facility. Korbin was like everyone else I met at Wilson. Never have I been to a company which has such dedication and enthusiasm. Everyone has a real passion for music and genuinely loves working for Wilson Audio. I think this is best demonstrated by the average employee having been with the company for around 10 years, with many having 15-20 years under their belt.
One of the things that struck me was how much Wilson do themselves. It’s extremely rare for any audio manufacturer to design their own materials, hand build, paint and polish their own cabinets, define the twist rates of each cable etc, all in house. It was most impressive.

We started in an area full of what looked like model speakers. In fact, these were analogues of each model (fig.1). They are made to the exact specifications that a perfect speaker should be. When making each speaker, the engineers will keep referencing these analogues to ensure it is exactly right. As the speakers are largely hand built this is very important.
You can see from the different colours in the photo, the different Wilson manufactured materials used.
Fig.2 shows how the cabinets are cut. The Wilson materials come in sheets which are milled on a CNC machine. They only cut a small number of sheets with each drill bit due to the unique Wilson material not conducting heat away (typically, when machining metal, bits last a long time). The drill bit spin rate and cutting speed have to be assessed for each material to ensure it isn’t damaged when being machined.
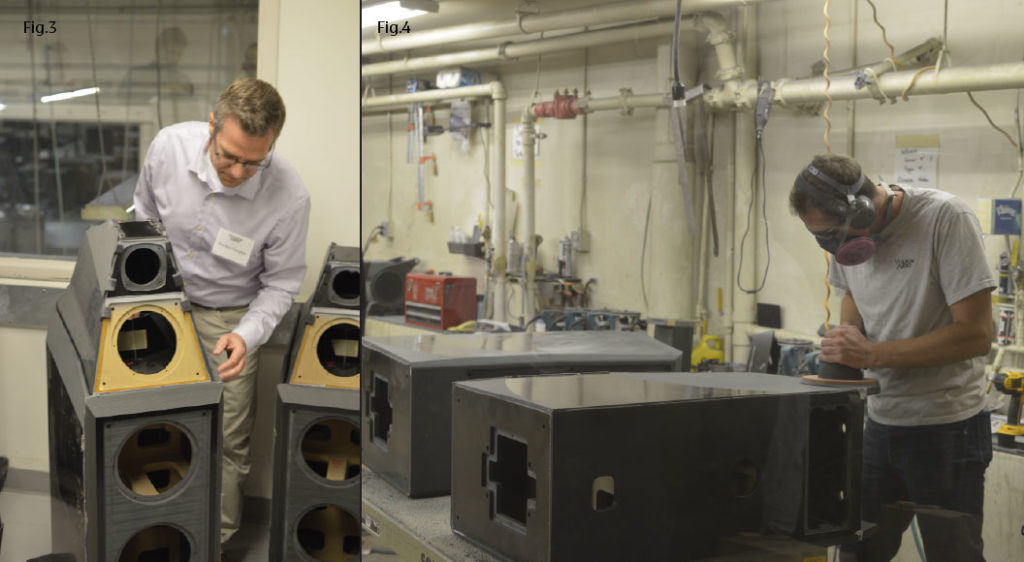
After cutting, the rough forms are glued together by hand (fig.3). If you have doubts that the glue might not be strong enough, think again. The glue used is so strong that the material fails before the bond does. The glue is left to set for several days, then the finishing of the cabinet begins. They sand down the entire cabinet by hand (fig.4), all the time referencing the analogues we saw at the start of the tour. I have seen hundreds of Wilsons in my time and didn’t realise they had been sanded by hand! This is where the skill and experience of the engineers really shows.

Next, the speakers are painted. The factory boasts an impressive painting booth. (fig.5) Before the final paint finish they apply a rough gel coat to stop any joins in the material showing through which could otherwise appear due to temperature related expansion and contraction. After the gel coat has cured, it is sanded down (again, by hand) ready for the final finish.
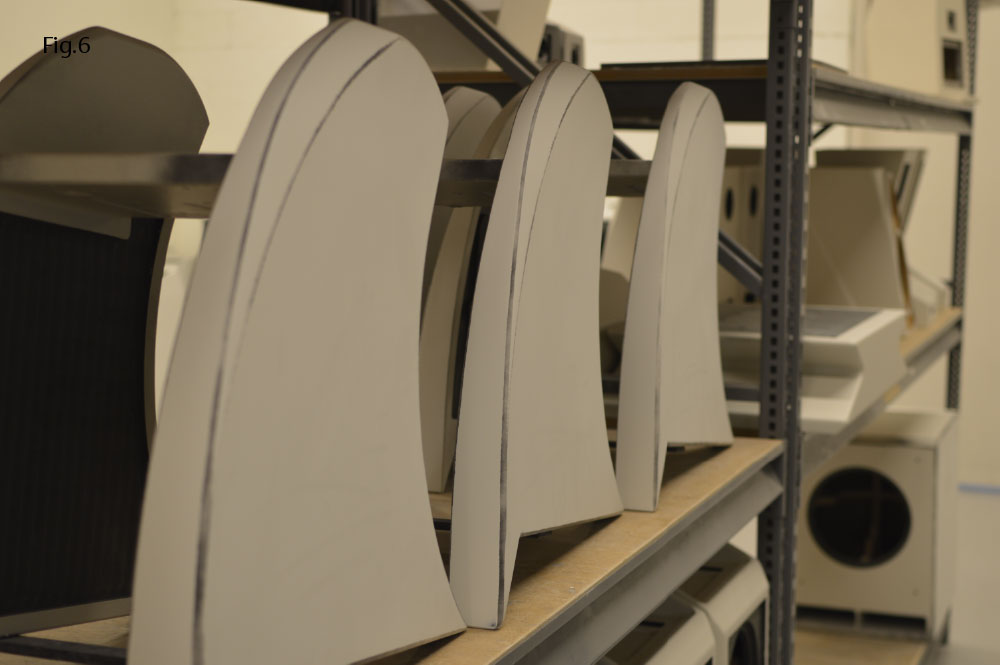
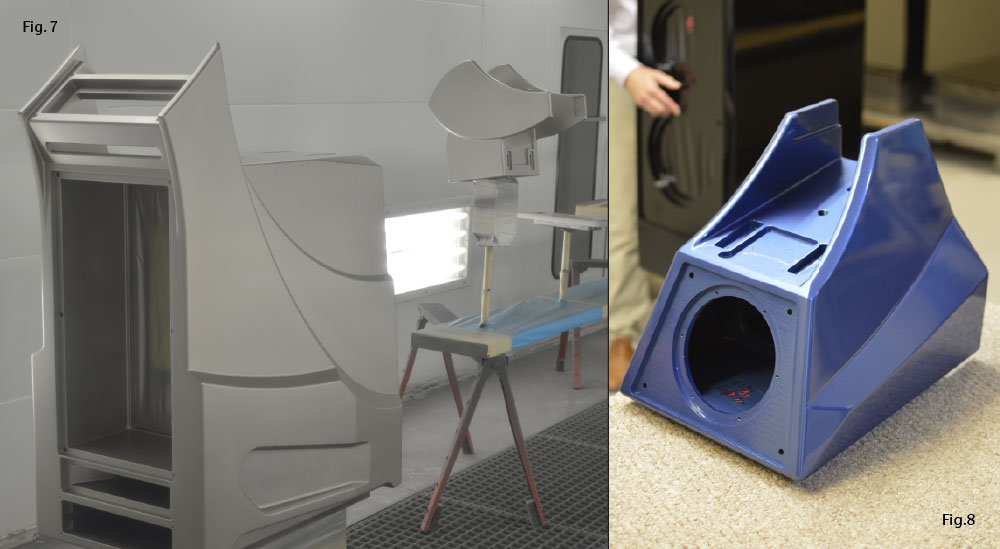
Fig. 6 shows what the parts look like once the gel coat has been applied. These particular parts are Alexx top fins. Once coated, they apply the customer’s actual paint colour choice. This is sprayed on and carefully checked between stages to ensure evenness. Fig.7 shows a WAMM base and modules getting their final paint coat and Fig.8 shows an Alexia 2 head after painting, waiting to be polished.
As with the sanding, the polishing stage is done by hand. This requires yet more skill. There are many creases and curves on the cabinet that you have to feel for and manually apply the correct pressure otherwise you burn through the paint. It’s such a specialist skill it takes 4 years to train someone to do properly. Fig. 9+10 show a pair of Alexia 2s being polished by a Wilson expert.

Once the polishing is complete you get the classic Wilson mirror finish. Absolutely stunning. It’s really impressive to see the effort and detail that goes into every speaker.
The cabinets then move into the final assembly room where they are brought to life by Wilson’s answer to Dr. Frankenstein. They install the drive units, crossovers, connectors, all the cabling and the speaker is born (fig. 11 shows the assembly room). We were then shown the parts room. They store the components for individual speakers in their own boxes. So when an engineer is putting together a Sasha 2, for example, they would go to the parts room, pick out a Sasha 2 box and have the exact components needed for the completion.

Once the components are put in, the final speakers are covered in a white sticky film which protects the finish during transit. They are then ready to be packed and flown across the world to their lucky owners.
The last part of the tour was the drive unit testing area (fig.12). They have around 30 drive units at a time all playing continuously. Each type of drive unit is run-in for a different period. The drive unit for the mighty Thor’s Hammer subwoofer (fig.13) are actually run overnight as they make so much noise the engineers can’t work with it going on.

Overall the factory was extremely impressive. The staff, facilities, methods, level of detail and the passion were exceptional. Everyone I spoke to said the same thing – they loved what they did and loved pushing the boundaries. I came away with the impression that Wilson speakers were designed around perfection in performance and that cost was not a consideration.
After the tour we were taken for training on WASP (Wilson Audio Setup Procedure) to help us understand how Wilson would have us set up your speakers.
And, finally, the part of the day everyone had been waiting for, the listening session! I knew the Alexia 2 and, importantly, the WAMM were coming and just couldn’t contain my impatience!